산업 발효 공정
산업 발효는 미생물을 활용하여 다양한 제품을 대규모로 생산하는 공정입니다. 이 공정은 수 세기 동안 알코올 음료, 빵, 유제품을 생산하는 데 사용되어 왔습니다.
기술과 과학의 발전으로 산업 발효는 식품 및 음료 첨가물, 의약품, 바이오 연료를 포함한 광범위한 제품을 생산하는 방식으로 진화했습니다.
산업 발효 공정은 복잡한 유기 물질을 더 단순한 화합물로 분해하는 미생물의 능력에 의존합니다. 이러한 화합물은 이후 다양한 제품을 생산하기 위한 원료로 사용될 수 있습니다.
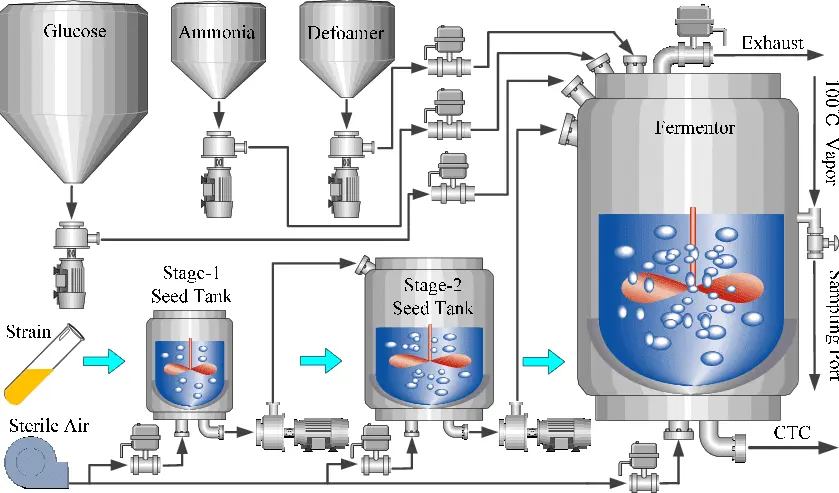
산업 발효는 일반적으로 미생물의 성장을 위해 제어된 환경을 제공하는 대형 발효조 또는 바이오리액터에서 이루어집니다.
목차
1. 산업 발효의 과학적 원리
산업 발효의 과학적 원리는 관련된 생물학적 과정에 대한 깊은 이해를 바탕으로 합니다.
산업 발효의 첫 번째 단계는 적절한 미생물을 선택하는 것입니다. 산업 발효에 사용되는 미생물은 대개 박테리아, 효모 또는 균류이며, 원하는 제품을 생산하는 능력에 따라 선택됩니다.
또한 미생물은 바이오리액터나 발효조의 제어된 환경 내에서 빠르게 성장하고 증식할 수 있어야 합니다.
적절한 미생물이 선택되면, 다음 단계는 미생물의 성장과 대사를 지원하는 데 필요한 영양소를 제공하는 것입니다. 이러한 영양소에는 탄소원, 질소원 및 기타 필수 미네랄이 포함됩니다.
미생물 성장을 위한 최적의 조건을 유지하기 위해 배양 배지(Growth medium) 또한 세심하게 제어되어야 합니다.
미생물이 성장하고 증식함에 따라 유기산, 알코올, 효소와 같은 다양한 대사산물을 생성합니다. 이러한 대사산물은 원하는 제품을 생산하는 핵심 요소입니다. 제품 생산에 관여하는 특정 대사 경로는 미생물의 종류와 생산되는 제품에 따라 다릅니다.
산업 발효에서 가장 중요한 요소 중 하나는 발효 공정의 제어입니다. 미생물의 최적 성장과 대사를 보장하기 위해 발효조나 바이오리액터 내의 조건을 세심하게 모니터링하고 제어해야 합니다. 여기에는 온도, pH 값, 산소(O2) 농도와 같은 요인들을 제어하는 것이 포함됩니다.
산업 발효의 과학적 원리는 미생물의 유전학에 대한 깊은 이해도 요구합니다. 유전 공학 기술을 사용하여 미생물의 유전적 구성을 변경함으로써 특정 제품의 생산 능력을 향상시킬 수 있습니다.
이 기술은 산업 발효에 혁명을 일으켰으며, 이전에는 생산하기 어렵거나 불가능했던 광범위한 고품질 제품의 생산을 가능하게 했습니다.
2. 산업 발효에 사용되는 미생물의 종류
미생물은 복잡한 유기 물질을 다양한 제품 생산에 사용할 수 있는 단순한 화합물로 분해함으로써 산업 발효 공정에서 중추적인 역할을 합니다. 산업 발효에 사용되는 미생물의 종류는 생산하려는 제품에 따라 달라집니다.
2.1. 박테리아(세균)
박테리아는 젖산(Lactic acid), 구연산(Citric acid) 및 효소와 같은 식품 및 음료 첨가물 생산에 자주 사용됩니다. 이러한 미생물은 원하는 제품을 효율적으로 생산하는 능력에 따라 선택됩니다.
산업 발효에 일반적으로 사용되는 박테리아에는 락토바실러스(Lactobacillus), 스트렙토코쿠스(Streptococcus), 바실러스(Bacillus) 등이 있습니다.
박테리아는 단세포 생물로, 고세균(Archaea)과 진정세균(Eubacteria)의 두 그룹으로 나눌 수 있습니다. 진정세균은 산업계에서 가장 흔히 사용되는 그룹입니다.
진정세균은 다시 12개의 하위 그룹으로 나눌 수 있지만, 이 중 산업적으로 중요한 그룹은 프로테오박테리아(Proteobacteria)와 그람 양성 진정세균(Gram-positive Eubacteria) 두 가지뿐입니다.
프로테오박테리아는 그람 음성균의 거대 그룹으로, 광합성 및 비광합성 박테리아를 모두 포함합니다. 산업에 사용되는 프로테오박테리아의 예로는 대장균(E. coli), 슈도모나스(Pseudomonas), 스트렙토미세스(Streptomyces) 등이 있습니다.
그람 양성 진정세균은 두 개의 주요 하위 그룹으로 나눌 수 있습니다. 첫 번째 분류는 DNA의 구아닌(G)과 사이토신(C) 염기쌍 함량이 낮은 박테리아를 포함합니다. 이 그룹의 예로는 바실러스, 스타필로코쿠스(Staphylococcus), 락토바실러스 등이 있습니다.
두 번째 하위 그룹은 DNA의 구아닌(G)과 사이토신(C) 염기쌍 함량이 높은 박테리아를 포함합니다. 이 그룹의 예로는 방선균(Actinomycetes)과 마이코박테리움(Mycobacterium)이 있습니다.
그람 음성균과 그람 양성균의 주요 차이점은 세포 외피의 구성입니다. 그람 음성균은 외막으로 둘러싸인 상대적으로 얇은 세포벽을 가지고 있습니다. 그람 양성균은 외막이 없는 대신 더 두꺼운 세포벽을 가지고 있습니다.
2.2. 효모
효모는 산업 발효에서 흔히 사용되는 또 다른 유형의 미생물입니다. 효모는 맥주나 와인 같은 알코올 음료 생산에 사용됩니다. 또한 빵 및 기타 제과 제품 생산에도 사용됩니다. 사카로미세스 세레비지에(Saccharomyces cerevisiae)는 산업 발효에서 가장 흔히 사용되는 효모입니다.
2.3. 균류(곰팡이)
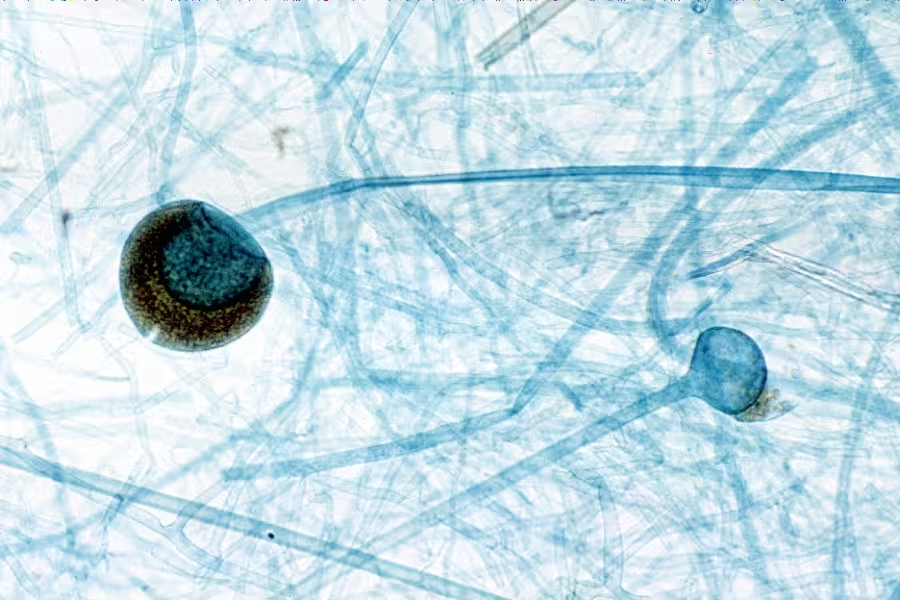
균류는 진핵 미생물로, 사상형 균사(Filamentous hyphae, 곰팡이)와 단세포 균류(효모)로 나눌 수 있습니다. 사상균은 화학 종속 영양(Chemoheterotrophic) 생물이며 비광합성 생물입니다. 이들은 다양한 고분자 화합물을 쉽게 흡수하고 대사할 수 있는 작은 분자로 분해할 수 있는 다양한 가수분해 효소를 분비합니다.
효모는 종속 영양 단세포 균류로, 산소(O2)의 존재 여부와 관계없이 잘 자랍니다. 이들은 영양 요구 조건이 까다롭지 않아 비교적 단순한 배지 조성에서도 번식할 수 있습니다.
사상균과 효모는 다음과 같은 다양한 목적으로 산업적 바이오 공정에 사용됩니다.
- 효소, 항생제, 비타민 및 기타 대사산물의 생산
- 식품 및 음료의 발효
- 오염 물질의 생물학적 분해
산업용으로 적합하기 위해 미생물 균주는 다음과 같은 특정 기준을 충족해야 합니다.
- 저렴한 유기 기질에서 빠르게 성장하는 능력
- 최소한의 에너지 소비로 높은 효율의 원하는 전환을 수행하는 능력
- 유전적 안정성
- 추출 및 분리가 용이한 제품 생산
- 비병원성
야생형 균주(Wild-type strains)는 이러한 모든 기준을 충족하지 못하는 경우가 많으므로 산업적 바이오 공정에 사용되기 전에 유전적 변형이 필요할 수 있습니다.
산업용 미생물 균주를 개선하기 위해 수행할 수 있는 유전적 변형의 예시는 다음과 같습니다.
- 원하는 신호 경로에 관여하는 효소를 암호화하는 유전자의 과발현
- 경쟁 신호 경로에 관여하는 효소를 암호화하는 유전자의 차단
- 새로운 능력을 부여하기 위해 다른 유전체의 유전자 도입
유전적 변형을 통해 아미노산(예: L-발린, L-트레오닌, L-리신, L-아르기닌), 기초 화학 물질(예: 1,4-부탄디올, 1,4-디아미노부탄, 1,5-디아미노펜탄, 1,3-프로판디올, 부탄올, 이소부탄올, 숙신산) 및 의약품(예: 아르테미시닌)을 포함한 다양한 가치 있는 제품을 생산할 수 있는 미생물 균주가 만들어졌습니다.
2.4. 조류
조류는 산업 발효에 사용되는 미생물 목록에 비교적 최근에 추가되었습니다. 이들은 바이오디젤과 바이오에탄올을 포함한 바이오 연료 생산에 사용됩니다. 산업 발효에서 가장 흔히 사용되는 조류에는 클로렐라와 스피루리나가 있습니다.
2.5. 방선균
방선균은 항생제 생산에 자주 사용되는 박테리아의 일종입니다. 이 미생물들은 원하는 항생 화합물을 생성하는 능력에 따라 선택됩니다. 스트렙토미세스(Streptomyces)는 산업 발효에서 가장 흔히 사용되는 방선균입니다.
2.6. 원생동물
원생동물은 효소 및 기타 바이오 제품을 생산하는 데 사용되는 단세포 생물의 일종입니다. 이 미생물들은 원하는 제품을 효율적으로 생산하는 능력에 따라 선택됩니다. 트리코모나스(Trichomonas)와 엔타메바(Entamoeba)는 산업 발효에서 가장 흔히 사용되는 원생동물 중 하나입니다.
3. 산업 발효를 통해 생산되는 제품
산업 발효는 식품 및 음료 첨가물, 의약품, 바이오 연료 및 산업용 화학 물질을 포함한 광범위한 제품을 생산하는 데 사용할 수 있는 다목적 공정입니다.
3.1. 알코올 음료
맥주, 와인, 증류주와 같은 알코올 음료는 산업 발효를 통해 생산되는 가장 대표적인 제품들입니다. 이 공정은 효모를 사용하여 당분을 알코올로 전환하며, 이 과정에서 매우 다양한 맛과 향이 만들어집니다.
3.2. 유기산
젖산, 구연산, 아세트산과 같은 유기산은 일반적으로 산업 발효를 통해 생산됩니다. 이러한 산들은 식품 및 음료 첨가물, 세정제, 의약품 등 광범위한 분야에 사용됩니다.
3.3. 효소
효소는 화학 반응을 촉진하는 단백질입니다. 산업 발효는 프로테아제, 리파아제, 아밀라아제를 포함한 광범위한 효소를 생산하는 데 사용됩니다. 이러한 효소는 식품 및 음료 생산, 세탁 세제, 의약품 등 매우 다양한 분야에 쓰입니다.
3.4. 항생제
항생제는 세균 감염을 치료하는 데 사용되는 약물입니다. 산업 발효는 페니실린, 에리트로마이신, 스트렙토마이신을 포함한 광범위한 항생제를 생산하는 데 사용됩니다. 이러한 항생제는 세균 감염 치료에 필수적이며 수많은 생명을 구했습니다.
3.5. 바이오 연료
에탄올과 바이오디젤 같은 바이오 연료는 산업 발효를 통해 생산됩니다. 이 공정은 효모 및 조류와 같은 미생물을 사용하여 유기 물질을 바이오 연료로 전환하며, 이는 차량과 기계의 동력원으로 사용될 수 있습니다.
3.6. 산업용 화학 물질
부탄올, 프로피온산, 메탄올과 같은 산업용 화학 물질은 산업 발효를 통해 생산됩니다. 이러한 화학 물질은 플라스틱, 용제, 의약품 생산을 포함한 광범위한 응용 분야에 사용됩니다.
4. 산업 발효의 장점
산업 발효는 미생물을 사용하여 유기 물질을 유용한 제품으로 전환하는 공정입니다. 이 공정은 효율성 향상, 폐기물 감소, 지속 가능성 증대 등 여러 가지 이점이 있습니다.
4.1. 효율성 향상
산업 발효는 상대적으로 짧은 시간에 대량의 제품을 생산할 수 있는 고효율 공정입니다. 미생물이 유기 물질을 유용한 제품으로 빠르게 전환할 수 있으며, 이는 종종 전통적인 화학 공정보다 훨씬 빠른 속도로 이루어지기 때문입니다.
4.2. 폐기물 감소
산업 발효는 전통적인 화학 공정에 비해 폐기물 발생이 상대적으로 적은 공정입니다. 이는 공정에서 공급 원료로 유기 물질을 사용하기 때문이며, 이러한 물질은 종종 쉽게 구할 수 있고 재생 가능합니다. 또한 산업 발효의 많은 부산물을 재활용하거나 다른 용도로 활용할 수 있어 폐기물을 더욱 줄일 수 있습니다.
4.3. 지속 가능성 증대
산업 발효는 전통적인 화학 공정보다 환경에 미치는 영향이 훨씬 낮은 지속 가능한 공정입니다. 재생 가능하고 생분해성인 유기 물질을 공급 원료로 사용하기 때문입니다. 또한 이 공정은 전통적인 화학 공정에 비해 온실가스 배출량이 적고 에너지 소모도 적습니다.
4.4. 다목적성
산업 발효는 식품 및 음료 첨가물, 의약품, 바이오 연료 및 산업용 화학 물질을 포함한 매우 광범위한 제품을 생산하는 데 사용할 수 있는 다목적 공정입니다. 이러한 다목적성은 다양한 분야에 응용될 수 있게 하여 산업 발효를 많은 산업 분야에서 가치 있는 도구로 만듭니다.
4.5. 비용 효율성
산업 발효는 특히 의약품 및 효소와 같은 고부가가치 제품 생산에 있어 비용 효율적인 공정이 될 수 있습니다. 이는 공정 효율이 높고 짧은 시간에 대량 생산이 가능하여 단위당 비용을 절감할 수 있기 때문입니다.
5. 산업 발효의 과제
산업 발효는 매우 효율적이고 다목적인 공정으로 많은 이점이 있지만, 다른 제조 공정과 마찬가지로 해결해야 할 여러 과제도 안고 있습니다.
5.1. 미생물 오염
산업 발효에서 가장 심각한 과제 중 하나는 미생물 오염의 위험입니다. 박테리아나 균류와 같은 원치 않는 미생물이 발효 공정에 유입되어 원하는 미생물과 경쟁할 때 오염이 발생할 수 있습니다. 이는 효율 저하, 제품 품질 저하, 심지어 발효 공정의 완전한 실패로 이어질 수 있습니다.
5.2. 공정 제어
일관된 제품 품질과 수율을 보장하기 위해 발효 공정을 엄격하게 제어하는 것이 중요합니다. 발효 공정은 온도, pH, 영양소 가용성과 같은 환경 요인에 매우 민감하므로 이를 유지하는 것이 어려울 수 있습니다. 최적 조건에서 조금만 벗어나도 효율이나 제품 품질이 저하될 수 있습니다.
5.3. 스케일업(Scale-Up)
발효 공정을 실험실 규모에서 산업 규모로 확대하는 것은 상당한 과제가 될 수 있습니다. 장비, 환경 조건 및 영양소 가용성의 차이로 인해 발효 공정에 예기치 않은 변화가 생길 수 있습니다. 성공적인 스케일업을 위해서는 세심한 계획과 최적화가 필요합니다.
5.4. 하류 공정(Downstream Processing)
산업 발효 산물은 사용하기 전에 정제나 추출과 같은 하류 공정이 필요한 경우가 많습니다. 이는 특히 의약품과 같은 고부가가치 제품의 경우 복잡하고 비용이 많이 드는 과정이 될 수 있습니다.
5.5. 규제 준수
산업 발효는 특히 인간이 섭취하는 제품의 경우 다양한 규정과 표준의 적용을 받습니다. 이러한 규정을 준수하는 것은 복잡하고 시간이 많이 소요될 수 있으며, 광범위한 문서화와 품질 관리 조치가 필요합니다.
참고 문헌
1-전통 발효 공정 개론. – https://onlinelibrary.wiley.com/doi/10.1002/9781119505822.ch1
2-산업 발효: 원리, 공정 및 제품. – https://link.springer.com/chapter/10.1007/978-94-011-7691-0_24
3-산업 발효: 바이오 경제 및 재생 화학에 대한 기여
4- Microbial Enzymes with Special Characteristics for Biotechnological Applications – https://www.mdpi.com/2218-273X/3/3/597